- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Factors Influencing Plastic Shrinkage Rate and Modification Methods
Factors Affecting Plastic Shrinkage Rate
1.Material Influence:
(1) Material Type: Different plastic types have different shrinkage rates (see Table 1).
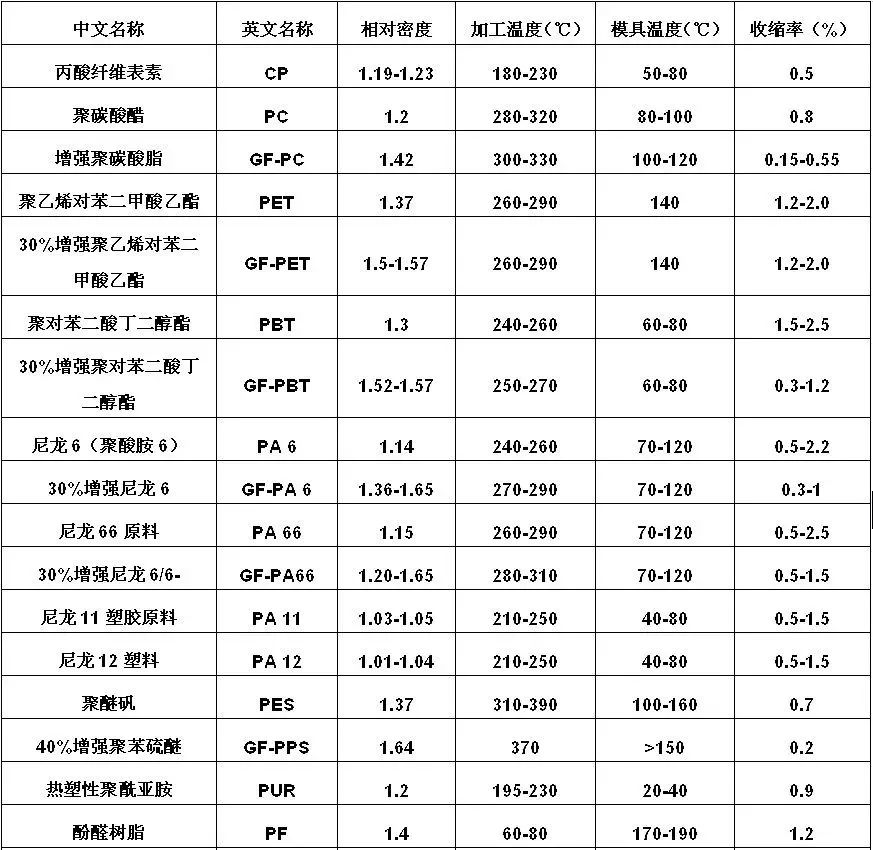
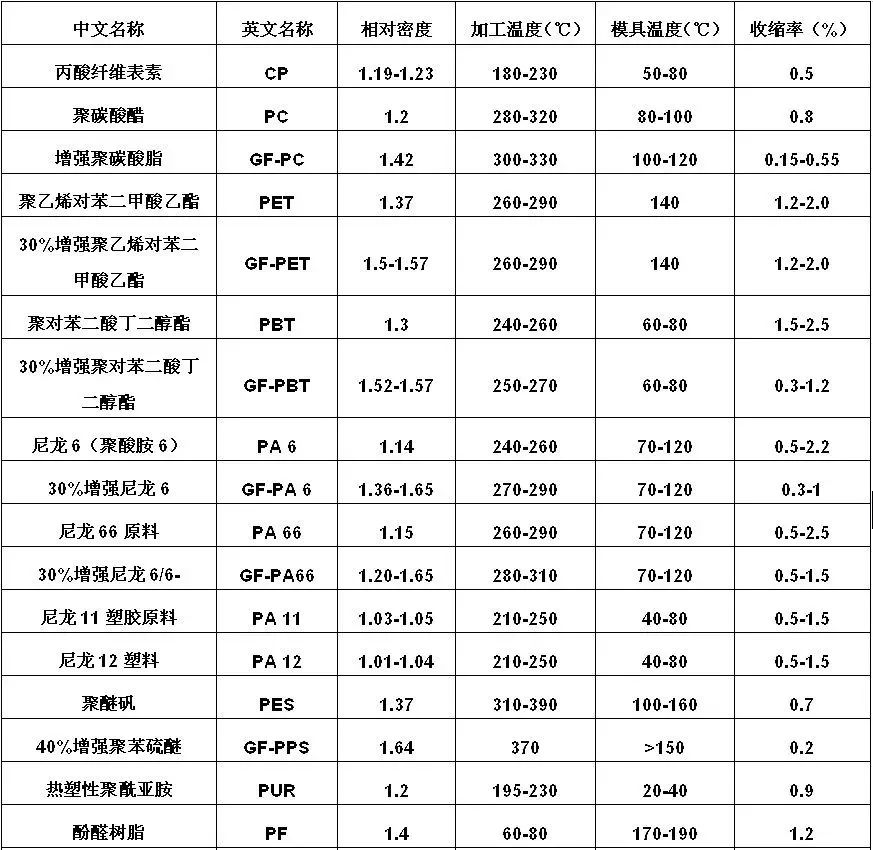
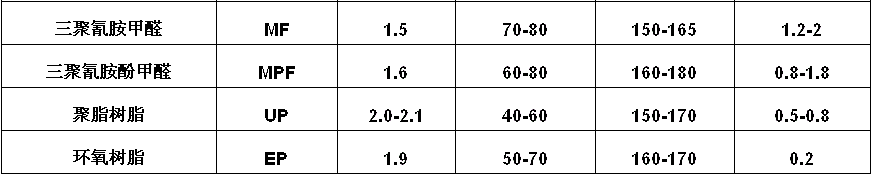
From Table 1, it can be seen that among thermoplastics, 40% glass-fiber reinforced PPS has the lowest shrinkage rate (0.2%), while among thermosets, epoxy resin has the lowest shrinkage rate (0.2%). Fluoroplastics have the highest shrinkage rate, reaching up to approximately 6%; followed by Low-Density Polyethylene (LDPE) with a maximum shrinkage rate of 5%.
(2) Material Crystallinity: For the same material, lower crystallinity results in a smaller shrinkage rate. Among various influencing factors, the degree of resin crystallinity has the most significant impact on shrinkage.
(3) Material Molecular Weight: For the same material, a higher molecular weight leads to a smaller shrinkage rate. Resins with the same molecular weight but better flowability exhibit lower molding shrinkage.
(4) Material Modification: Adding other resins, elastomers, or fillers to the base resin reduces its shrinkage rate to varying degrees. Differences in resin shrinkage rate greatly affect the dimensional accuracy of parts during melt processing. To produce high-precision plastic parts, resins with low shrinkage rates must be used. For example, PP resin has a shrinkage rate of 1.8%–2.5%, and its shrinkage increases with decreasing molecular weight, making it difficult to produce high-precision PP parts.
2.Molding Process Influence:
(1) With constant molding temperature, increasing injection pressure decreases shrinkage.
(2) Increasing holding pressure decreases shrinkage.
(3) Raising melt temperature slightly reduces shrinkage.
(4) Higher mold temperature increases shrinkage.
(5) Longer holding time decreases shrinkage (shrinkage is unaffected after gate solidification).
(6) Longer in-mold cooling time decreases shrinkage.
(7) Higher injection speed tends to slightly increase shrinkage (minor effect).
(8) Molding shrinkage is large, post-shrinkage is small; post-shrinkage is significant during the first two days and stabilizes after about one week.

3.Part Structure Influence:
(1) Thick-walled parts have higher shrinkage than thin-walled parts.
(2) Parts with inserts have lower shrinkage than parts without inserts.
(3) Parts with complex shapes have lower shrinkage than simple-shaped parts.
(4) Shrinkage in the length direction is less than shrinkage in the thickness direction.
(5) Internal holes exhibit high shrinkage, while external features exhibit low shrinkage.
4.Mold Structure Influence:
(1) Larger gate size decreases shrinkage.
(2) Shrinkage perpendicular to the gate direction is reduced, shrinkage parallel to the gate direction is increased.
(3) Areas farther from the gate have lower shrinkage than areas near the gate.
(4) Sections of the part constrained by the mold exhibit lower shrinkage, unconstrained sections exhibit higher shrinkage.
Modification Methods to Reduce Plastic Shrinkage Rate
1.Fiber Filling:
Fibers include various inorganic and organic fibers. Taking glass fiber as an example, adding 35% glass fiber to PP resin can reduce its shrinkage rate from 1.8% (unfilled) to 0.5%. Long glass fiber reinforced plastics developed in recent years offer advantages in shrinkage control, exhibiting low and consistent shrinkage rates in both longitudinal and transverse directions.
2.Inorganic Filler Filling:
Inorganic fillers include talc, calcium carbonate, barium sulfate, mica powder, wollastonite, and montmorillonite, etc. The filler type, shape, particle size, and surface treatment level all influence its effectiveness in modifying the resin's shrinkage rate.
(1) Filler Shape: Fillers of different shapes affect shrinkage reduction differently, with the effectiveness order being: Flake > Needle-like > Granular > Spherical. For instance, flaky montmorillonite and mica significantly reduce composite shrinkage.
(2) Filler Particle Size: For the same filler, smaller particle sizes have a greater effect on reducing shrinkage. For example, in talc-filled PP (20% talc + 8% POE), as talc particle size increases from 1250 mesh to 5000 mesh, the shrinkage rate decreases from 1.05% to 0.8%.
(3) Filler Treatment: Surface treatment of the filler enhances its shrinkage-reducing effect. For instance, ABS filled with 10% talc shows a shrinkage reduction from 0.48% to 0.42% when the talc is treated with aluminate coupling agent.
(4) Filler Loading: For the same filler, higher loading results in a greater reduction in shrinkage rate.
3.Reducing Crystallinity:
(1) Adding Crystallization-Reducing Agents: Commonly used are small-molecule compounds that disrupt molecular regularity and hinder molecular movement in the melt state, thereby reducing crystallinity.
(2) Adding Other Resins: Blending small amounts of LDPE or HDPE into PP can disrupt its crystallization during processing. Non-crystalline resins like PS, ABS, PMMA, or PC can also be added.
4.Adding Elastomers:
Elastomers such as POE, EPDM, and SBS can be added. When elastomer content is below 5%, their effect on reducing PP shrinkage is similar. Above 5% content, the effectiveness differs by type, with the shrinkage reduction order being: POE > EPDM > SBS (consistent with their toughening effect on PP). Combining inorganic fillers and elastomers in PP yields better shrinkage reduction.
5.Chemical Grafting Modification:
Graft modification of PP can reduce its crystallinity, thereby achieving a lower shrinkage rate.